
1978 Pontiac Firebird Week 2009 08 02
Click the picture for a larger image
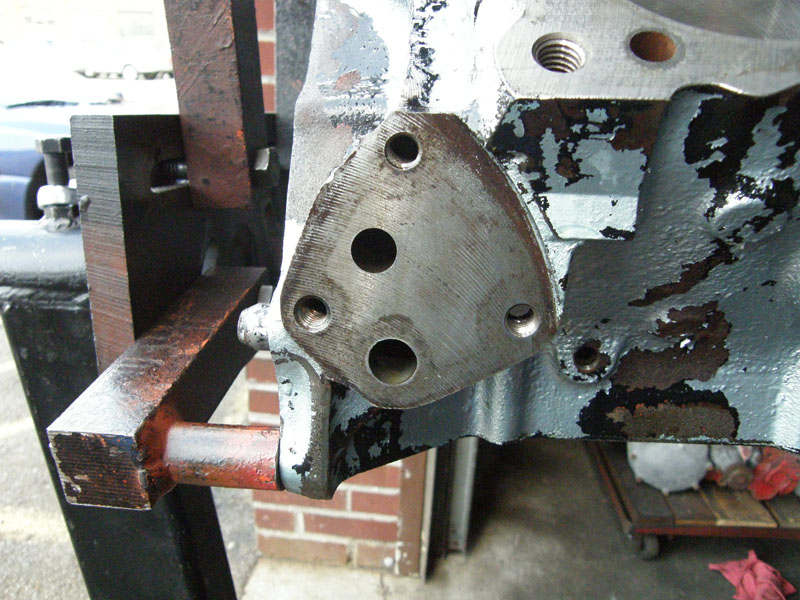
Jim Hand’s book (if you do not have this book, buy it) For high-RPM operation, especially with solid-lifter cams, added oil flow from enlarging the passageway from the pump to the oil filter may improve durability. We have done this and gone ahead and taped the hole with 1/2 inch pipe threads so that AN fittings can be screwed directly into the block for an external oil filter. I will be installing a System One set up. Note. when you remove the oil filter adapter you are also removing the oil filter bypass valve.

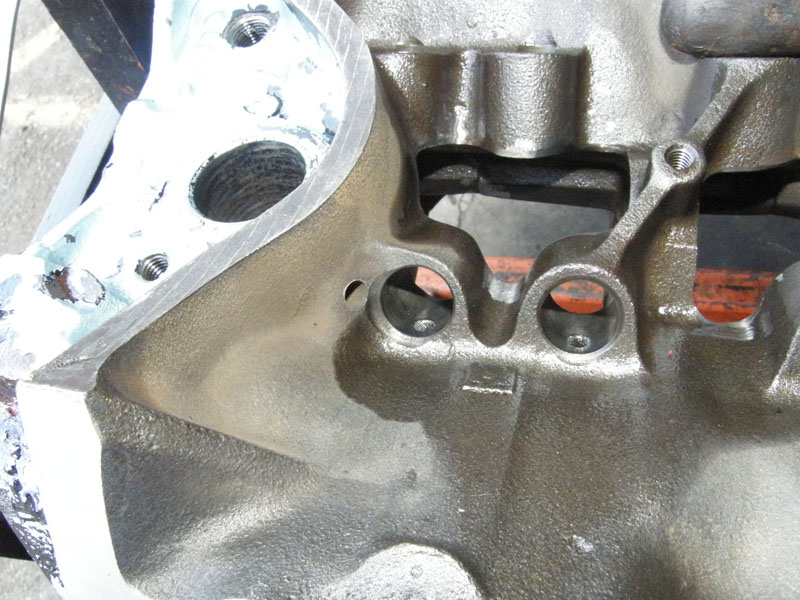
Jim Hand goes on to say that restricting oil flow from the lifters to the rockers provides higher and more consistent pressure for rod and main bearings. The restriction can be accomplished by drilling, tapping and installing drilled stainless-steel plugs into the lifter bores. A .030 inch hole in the plugs provides adequate flow to the rockers/springs while raising pressure for the bearings. Jeff of Kaufman Racing sells the plugs. He recommender .046 inch hole for my solid lifter cam. Below you see the holes tapped, the rough edges smoothed out, and the lifter hole check for smooth operation
    The stroker crank was checked for clearance. Only the right front of the block need to be addressed. |
|
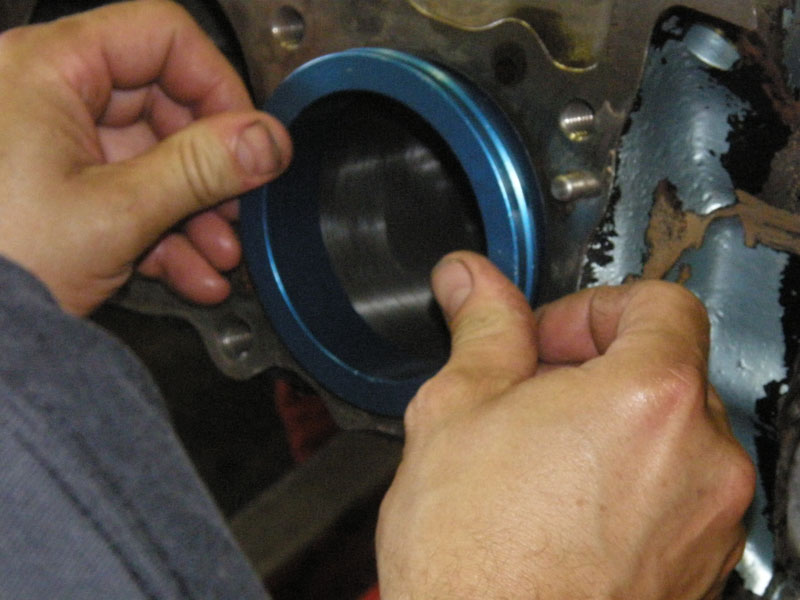
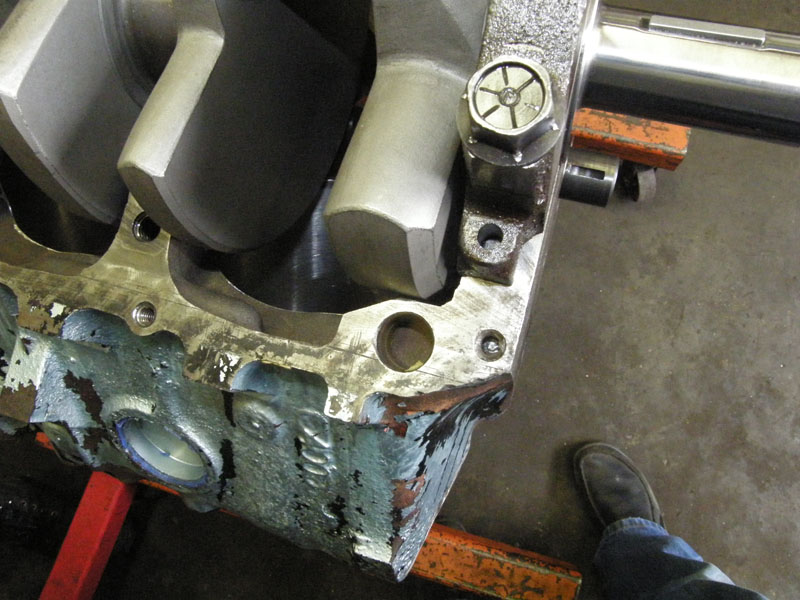   Later in the install we found another issue with the oil separator ring at the rear of the crank, and an rear main seal issue. Those will be addressed in next weeks update. Later in the install we found another issue with the oil separator ring at the rear of the crank, and an rear main seal issue. Those will be addressed in next weeks update. |
|
First step mock things together, and check valve to Piston clearance. Turns out there is LOTS of room. If you look closely you will see the depression in the clay on the tops of the pistons made by the valves.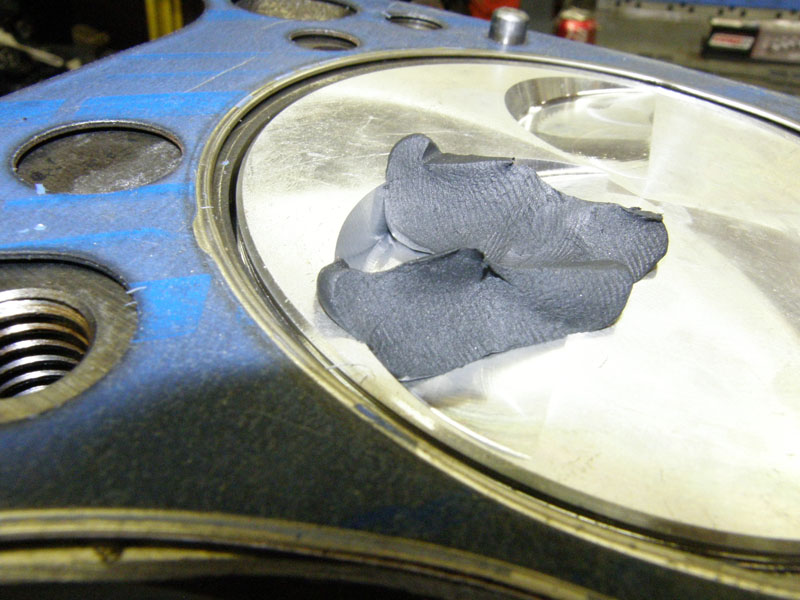  |
|
Cam was dialed in at one degree advance to obtain 106 intake lobe center line.On the Pontiac engine that I am building I was told that I want the intake lobe centerline of the cam to be 106 degrees after TDC. That was Greek to me. I had to educate myself so with the help of Matt Shaft, Jeff Kaufman, and Jim Hand’s Book, this is what I found and I thought someone else might also find it interesting. The cam card can be seen here. This is what I learned; This is what I learned;26 degrees Intake opens before TDC 180 degrees TDC to BDC 60 degrees Intake closes after BDC 266 degrees Total 133 degrees Divide by 2 to get centerline with the Intake opening before TDC 26 degrees 107 degrees Minus 26 (Intake opening before TDC 26 degrees) as centerline is referenced from TDC 106 degrees centerline If the cam is 1 degree advanced, the camshaft is at 106 degrees |
|
A side project was the intake. The intake was port matched, but then the walls were to thin to get a good seal between them and the heads, so material was added to thicken the walls back up  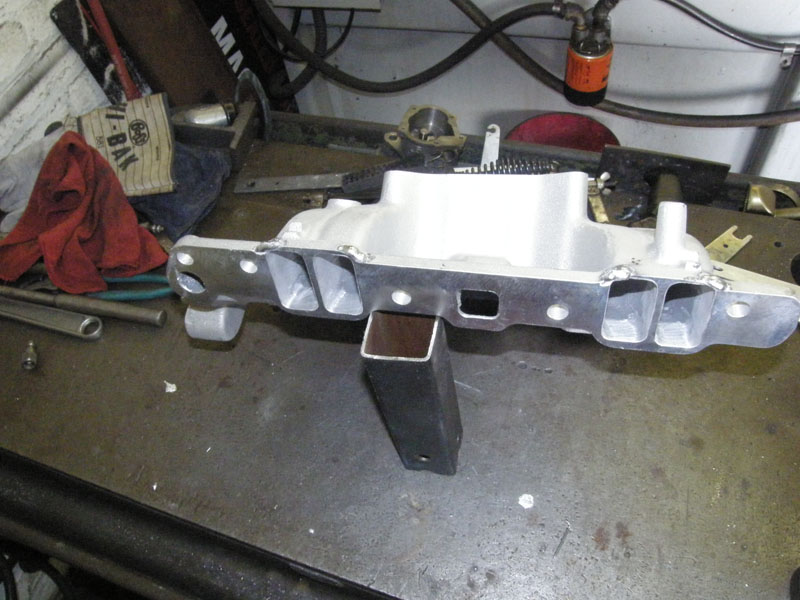  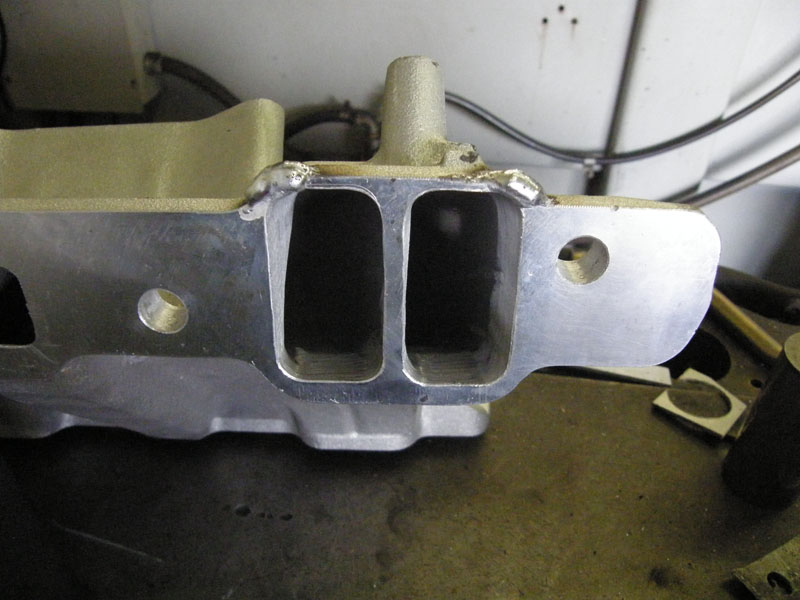  |
|
| Work was not completed at the time of putting this together, the finished intake will be pictured in next weeks update. Next is to smooth out the inside of the block      |
|
Block was then thoughly cleaned, Brushes were used to clean all orifices, as was the crank.   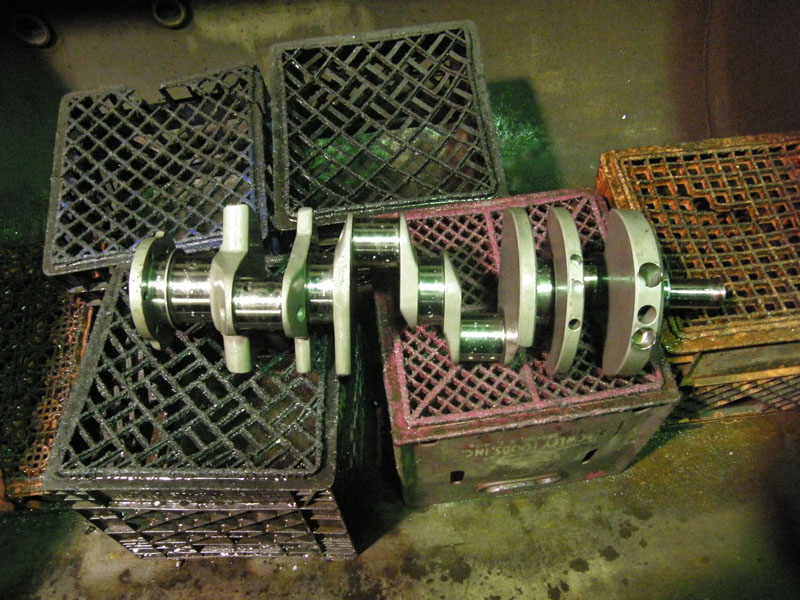 |
|
Time to set the pistons up.    |
|
| Time to file fit the rings. | |
 Use a diamond wheel to trim the length of the ring Use a diamond wheel to trim the length of the ring |
|
File the edges smooth 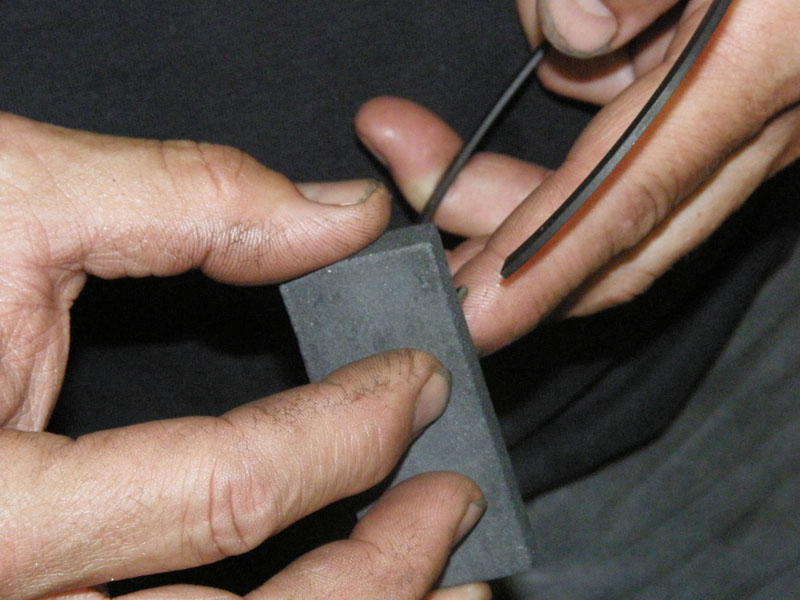 |
|
 Insert the ring into the cylinder, use the tool below to square the ring in the cylinder and check the gap with a feller gauge Insert the ring into the cylinder, use the tool below to square the ring in the cylinder and check the gap with a feller gauge |
|
   Looks good. Looks good. |
|
Next step was oil scraper ring tension. The expander rings sent with the pistons were standard tension rings (high tension) As this is a strictly race engine we decided to reduce the tension from 35 pounds per cylinder to 20. We found that using an expander ring set for a .60 over 396 engine that we got down to the 20 pounds per cylinder. High end race engines try for o pounds. They use a vacuum pump mounted on the front of the engine to create a vacuum inside the engine block to suck the oil back in through the holes in the piston  |
|
 Weight the piston so that weight can be subtracted when you test for pressure required to move the piston with a given set of expander rings. Weight the piston so that weight can be subtracted when you test for pressure required to move the piston with a given set of expander rings. |
|
 Install the piston in the block with just the oil rings and expander. Install the piston in the block with just the oil rings and expander. |
|
 Use you handy dandy fish scale to find the amount of pressure to pull the piston out of the block and subtract the weight of the piston and you have the oil ring tension. Make sure you have someone cover the hole so that the ring does not come shooting out of the cylinder when you reach the “breaking point. Use you handy dandy fish scale to find the amount of pressure to pull the piston out of the block and subtract the weight of the piston and you have the oil ring tension. Make sure you have someone cover the hole so that the ring does not come shooting out of the cylinder when you reach the “breaking point. |
|
Now we can start putting stuff in for good. We will start with the cam, which will be degreed again.    |
|
{kind=link}